
 Санкт-Петербург
Санкт-ПетербургСтатьи
Технология очистки труб
Для гидромеханического разрушения карбонатных и илистых отложений на внуренних поверхностях труб чиллеров, котлов и теплообменников путем послойного скалывания отложений вращающимися самоцентрирующимися сверлами, насадками, щетками разных диаметров на гибком штоке (или на сборной штанге) с одновременным удалением разрушенных отложений потоком жидкости применяют электрические и пневматические очистители труб: серии PTC, ATC, PORTO, С-10.
Методика очистки труб определяется для конкретного вида оборудования в зависимости от количества труб и состава отложений. В целом, в настоящее время наиболее эффективным и наименее затратным методом очистки теплообменного оборудования является гидромеханический. Очистители труб являются компактными и экологически безопасными. Их можно легко доставить непосредственно к месту проведения работ и использовать для очистки труб в теплообменниках, конденсаторах, котлах, чиллерах и в других технических установках, включающих в свою конструкцию различные трубы.
Для очистки труб используются насадки различных типов (в зависимости от толщины и типа отложений, которые необходимо удалить), приводимые в движение с помощью гибкого штока, который передает вращательное усилие от привода к введенной в очищаемую трубу насадке. Кроме того, при необходимости через шток можно подавать воду для вымывания отложений из очищаемых труб. Все очистители оснащаются ножным выключателем, управляющим работой привода. По специальному заказу на них также может устанавливаться ножной переключатель, позволяющий менять направление вращения штока.
Преимущества технологии гидромеханической очистки труб
Использование пневмоустановок и чистящего инструмента серии КРОТ позволяет полностью удалять с внутренней поверхности труб любое количество отложений, любой степени твердости.
Основные преимущества технологии гидромеханической очистки труб с использованием пневмоустановок КРОТ заключаются в возможности одинаково, с высочайшим качеством, производить следующие работы:
очистка прямых и гнутых труб;
очистка труб с малым количеством отложений и очистка полностью забитых труб;
очистка труб с вязкими отложениями и очистка труб с очень твердыми отложениями;
очистка труб из мягких материалов и очистка изношенных труб;
очистка труб диаметрами 7-300 мм, и трубопроводов длиной до 50м.
Пневмоустановки КРОТ позволяют производить все выше перечисленные работы легко и быстро. Так как не требуют большого объема подготовительных работ и безотказно функционируют при любых нагрузках и условиях эксплуатации. Это стало возможным благодаря применению в производстве пневмоустановок КРОТ только высококачественных материалов и комплектующих, а также принципиально новых конструктивных решений.
Принцип работы стационарных пневмоустановок
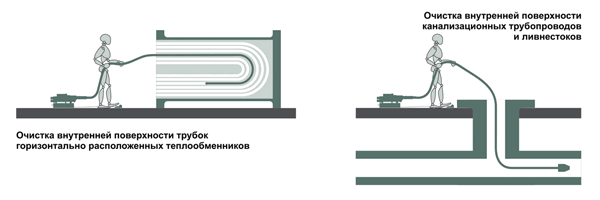
С помощью стационарных пневмоустановок, которые осуществляют передачу вращения, с определенным крутящим моментом, на чистящий инструмент посредством гибкого вала, производиться очистка прямых и гнутых труб, очистка спиральных трубок (змиевиков), а также очистка канализации и трубопроводов диаметром 6-200 мм, длиной до 50 м.
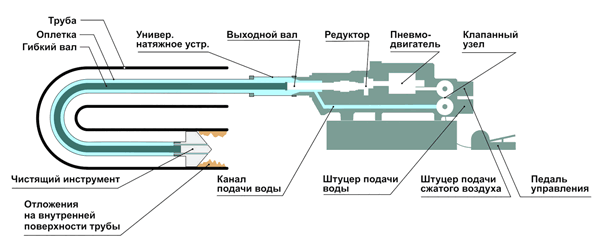
Для работы стационарной пневмоустановки необходимо обеспечить подвод к штуцерам клапанного узла сжатого воздуха (с давлением 0,4-0,7 МПа и расходом 1,5 м3/мин, возможно без воздухоподготовки) и технической воды (с давлением 0,2-0,5 МПа). Ножная педаль управляет открытием/закрытием клапана подачи сжатого воздуха на пневмодвигатель, который, посредствам редуктора, передает вращение с определенным крутящим моментом и скоростью на выходной вал установки. Также педаль управляет открытием/закрытием клапана подачи воды в зону работы чистящего инструмента. Вода подается по каналу в корпусе установки, через оплетку гибкого вала, прямо на чистящий инструмент.
Гибкий вал в оплетке (диаметр и длина которого подбирается относительно очищаемой трубы) присоединяется к выходному валу стационарной пневмоустановки, а на обратном конце гибкого вала закрепляется чистящий инструмент.
В процессе вращения чистящего инструмента происходит скалывание и измельчение отложений, которые сразу вымываются потоком воды из трубы. Подача воды в зону работы инструмента также способствует значительному увеличению эффективности очистки труб и долговечности инструмента.
Конструкция чистящего инструмента и точный подбор его размера относительно диаметра очищаемой трубы исключает возможность повреждения внутренней поверхности трубы.
Принцип работы ручных пневмоустановок
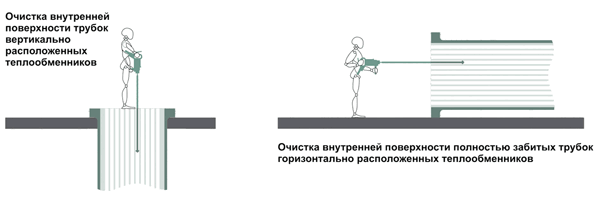
С помощью ручных пневмоустановок, которые осуществляют передачу вращения, с определенным крутящим моментом, на чистящий инструмент посредством жесткой нержавеющей торсионной штанги, производиться очистка только прямых участков труб. Основное предназначение ручных пневмоустановок - очистка полностью забитых труб и очистка трубок малого диаметра, 7-35 мм, длиной до 9 м.
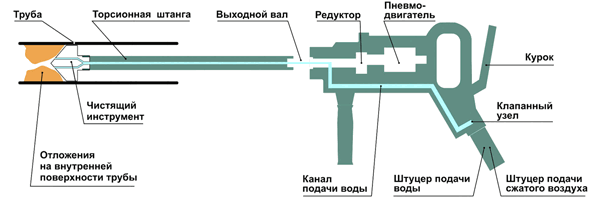
Курок на ручке управляет открытием/закрытием клапана подачи сжатого воздуха на пневмодвигатель, который, посредствам редуктора, передает вращение с определенным крутящим моментом и скоростью на выходной вал установки. Также курок управляет открытием/закрытием клапана подачи воды в зону работы чистящего инструмента. Вода подается по каналу в корпусе установки, через отверстие в торсионной штанге, прямо на чистящий инструмент.
Торсионная штанга (диаметр и длина которой подбирается относительно очищаемой трубы) присоединяется к выходному валу ручной пневмоустановки, а на обратном конце штанги закрепляется чистящий инструмент.
В процессе вращения чистящего инструмента происходит скалывание и измельчение отложений, которые сразу вымываются потоком воды из трубы. Подача воды в зону работы инструмента также способствует значительному увеличению эффективности очистки труб и долговечности инструмента.
Конструкция чистящего инструмента и точный подбор его размера относительно диаметра очищаемой трубы исключает возможность повреждения внутренней поверхности трубы.
| ПРЕИМУЩЕСТВА | НЕДОСТАТКИ |
|---|---|
| Химическая очистка | |
|
|
| Гидромеханическая очистка с использованием пневмооборудования (оборудование «Крот») | |
|
|
| Очистка высоконапорными агрегатами (водоструйными, водоабразивными аппаратами типа "Karcher", "Hamelman") | |
|
|
| Механическая очистка с использованием электроинструмента | |
|
|
| Ультразвуковая очистка | |
|
|
|
Электрогидроимпульсная очистка | |
|
|
Сравнительная характеристика пневмообрудования серии КРОТ и пневмооборудования других моделей и производителей.
| Пневмоустановки для гидромеханической очистки труб различных моделей и производителей | Пневмоустановки серии «КРОТ-1.2», «КРОТ-2.2» (производства «Спецмашсоюз») |
|---|---|
|
Конструкция корпуса | |
| В основном производятся 3-х и 4-х корпусные модели, с фланцевым соединением корпусов, многие части и элементы конструкций которых прикручиваются либо привариваются к основным корпусам (клапанный узел, крышки, ручки). В производстве используются черные металлы, в литых деталях присутствует пористость, что недопустимо для оборудования работающего с водой. В некоторых установках пневмодвигатель фиксируется внутри корпуса фланцем, в месте соединения корпусов. РЕЗЮМЕ: в процессе работы при нагрузках возникает вибрация, нарушается соосность корпусов, что ПРИВОДИТ К ЧАСТЫМ ПОЛОМКАМ. Нецелостность и большое количество деталей конструкции ВЕДЕТ К НЕУДОБСТВУ В ЭКСПЛУАТАЦИИ, УТЕЧКАМ ВОДЫ И НЕДОЛГОВЕЧНОСТИ ДАННЫХ МОДЕЛЕЙ УСТАНОВОК (особенно при больших объемах очистки). |
Установки «КРОТ» состоят из 2-х монолитно- отлитых корпусов (корпуса пневмодвигателя с клапанным узлом и редукторного корпуса с сальниковым узлом), которые установлены на плите-основании (отлитой нацело с ручкой). В ручных установках «КРОТ» ручка отлита нацело с корпусом пневмодвигателя и имеет удобный курок. Все корпусные детали изготовлены из алюминия (Ак-7) с высоким качеством литья. Пневмодвигатель в корпусе закреплен спец. гайкой (фланцевое соединение корпусов не несет на себе нагрузки). РЕЗЮМЕ: ПРОДУМАННАЯ ДО МЕЛОЧЕЙ КОНСТРУКЦИЯ, ВЫСОКОЕ КАЧЕСТВО МАТЕРИАЛОВ, ЛИТЬЯ И СБОРКИ КОРПУСА, делают установки серии «КРОТ» надежными и долговечными при любых нагрузках и условиях эксплуатации. Установки серии «КРОТ» удобные в работе и обслуживании. Все ЭТИ КАЧЕСТВА ЯВЛЯЮТСЯ ХАРАКТЕРИСТИКОЙ ПРОФЕССИОНАЛЬНОГО ИНСТРУМЕНТА. |
|
Пневмодвигатель | |
| В 99% пневмоустановок используется пневмодвигатель типа ИП 20-14. Двигатель данной конструкции разрабатывался и производился для привода шлифмашинок, пневмогайковертов и прочего ручного инструмента. РЕЗЮМЕ: пневмодвигатель данной конструкции имеет большой вес, габариты, и НЕСПОСОБЕН РАЗВИВАТЬ ВЫСОКОЙ МОЩНОСТИ И БОЛЬШОГО КРУТЯЩЕГО МОМЕНТА, НЕОБХОДИМОГО ДЛЯ ОЧИСТКИ ТРУБ ОТ ОТЛОЖЕНИЙ. Чаще всего пневмоустановки с пневмодвигателями данного типа не соответствуют заявляемым техническим характеристикам. |
Пневмодвигатель 5-ти лопастной, с тангенциально расположенными текстолитовыми лопатками. Разработка и производство, специально для привода пневмоустановок серии «КРОТ-1.2» и «КРОТ-2.2», для гидромеханической очистки труб. РЕЗЮМЕ: МОЩНОСТЬ ПНЕВМОДВИГАТЕЛЯ ВЫШЕ НА 25-30%, срок эксплуатации вдвое дольше, по сравнению с известными аналогами. МАЛЫЙ ВЕС И ГАБАРИТЫ, позволили создать легкие, удобные и при этом необычайно мощные РУЧНЫЕ ПНЕВМОУСТАНОВКИ «КРОТ-2.2», НЕ ИМЕЮЩИЕ АНАЛАГОВ НА ТЕРРИТОРИИ СНГ, ПО СВОИМ ВОЗМОЖНОСТЯМ И ТЕХНИЧЕСКИМ ХАРАКТЕРИСТИКАМ. |
|
Редуктор | |
| Возможность получать заданную скорость вращения вала установки и, следовательно, определенную скорость и крутящий момент чистящего инструмента, доступна лишь в единицах СТАЦИОНАРНЫХ моделей. А это необходимое условие для полного удаления конкретного слоя и твердости отложений. Установка редукторов с различными передаточными числами позволяет варьировать скоростью вращения вала установки и крутящим моментом, который передается на чистящий инструмент. РЕЗЮМЕ: отсутствие возможности получать заданную скорость вращения и большой крутящий момент чистящего инструмента, делает невозможным качественно и быстро производить очистку труб от большого количества отложений, или от отложений высокой твердости. Также НЕВОЗМОЖНА ОЧИСТКА ТРУБ БОЛЬШОГО ДИАМЕТРА И ДЛИНЫ, И ПОЛНОСТЬЮ ЗАБИТЫХ ТРУБ. |
Существует 3 модели стационарных установок «КРОТ-1.2», с редукторами, имеющими такие передаточные числа: 1х1,5, 1х3, и безредукторная модель: 1х1. А также 2 модели ручных установок «КРОТ-2.2», с редукторами, имеющими передаточные числа 1х1,5 и 1х3. Редуктора с данными передаточными числами применяются на основе более чем 10-го опыта работ по очистке специалистов нашего предприятия, и дают возможность очищать трубы от любого количества различных отложений. РЕЗЮМЕ: модель без редуктора (п.ч. 1х1) обеспечивает высокую скорость очистки. Модели с редуктором 1х1,5 наиболее универсальные, подходят для очистки труб широкого перечня теплообменного оборудования. МОДЕЛИ С РЕДУКТОРОМ 1х3 ЛЕГКО ОЧИЩАЮТ ПОЛНОСТЬЮ ЗАБИТЫЕ ТРУБЫ ЛИБО ТРУБЫ БОЛЬШОГО ДИАМЕТРА И ДЛИНЫ, ОТ ОТЛОЖЕНИЙ БОЛЬШОЙ ТВЕРДОСТИ. |
|
Клапанный узел (управление подачей сжатого воздуха и воды) | |
| Управление включением/выключением большинства моделей стационарных установок основано на базе пневмораспределительных клапанов. Для этого клапанный узел и педаль управления соединяется с установкой полиэтиленовыми масло-бензостойкими шлангами, которые очень часто просто обрываются при работе. В ручных установках используются либо дополнительные блоки управления с пневмораспред-ми клапанами, упомянутыми выше, либо чаще всего применяются шариковые клапана, в которых при работе, из-за частого включения/выключения, очень быстро разбиваются гнезда, что ведет к невозможности управления установкой. РЕЗЮМЕ: сжатый воздух для работы установок обязательно должен проходить воздухоподготовку, иначе при подачи теплого сжатого воздуха, мбс шланги лопаются, а при подачи загрязненного воздуха мбс шланги забиваются. При низкой температуре окружающей среды, возможно перекрытие мбс шлангов обледеневшим конденсатом. Все выше перечисленное ВЕДЕТ К НЕВОЗМОЖНОСТИ УПРАВЛЕНИЯ ПНЕВМОУСТАНОВКОЙ И ЕЕ ЗАКЛИНИВАНИЮ, ЧАСТО ДАЖЕ ВО ВКЛЮЧЕННОМ ПОЛОЖЕНИИ, А ТАКЖЕ К НЕУДОБСТВУ В ЭКСПЛУАТАЦИИ И ПОЛОМКАМ. |
Для включения/выключения пневмоустановок серии «КРОТ» используются простые и надежные пневмо-гидро клапана с механическим управлением. В стационарных установках «КРОТ-1.2» управление открытием/закрытием клапанов происходит посредством нажатия на ножную педаль, связанную с клапанным узлом метал. Тросиком (по принципу автомобильного управления открытия дроссельной заслонки). В ручных установках «КРОТ-2.2» управление открытием/закрытием клапанов происходит посредством нажатия курка, который давит на штока клапанов (при этом отсутствуют какие-либо дополнительные блоки управления). РЕЗЮМЕ: пневмо-гидро клапана с механическим управлением, используемые для включения/выключения пневмоустановок «КРОТ», применяются в механизмах и машинах, где требуется безотказная работа при интенсивной эксплуатации даже в тяжелых условиях. Потому что, имеют простую, но очень надежную конструкцию, невосприимчивы к температуре окружающей среды и к использованию сжатого воздуха не высокой степени очистки. ПОПАДАНИЕ МЕЛКИХ ЧАСТИЧЕК И ГРЯЗИ В КЛАПАНА НЕ ВЕДЕТ К ЗАКЛИНИВАНИЮ И НЕВОЗМОЖНОСТЬЮ УПРАВЛЯТЬ УСТАНОВКОЙ. |
|
Чистящий инструмент (спец. сверла, шарошки, роликовые головки) | |
| Большинство производителей и поставщиков пневмоустановок для гидромеханической очистки имеют лишь единицы моделей чистящего инструмента. Неспособны вносить в них конструктивные изменения и производить модели инструмента необходимой конфигурации из соответствующего материала для конкретных заказчиков, а это требуется практически в каждом случае, так как не существует двух одинаково загрязненных труб, одинаковых по конфигурации, материалу и состоянию. РЕЗЮМЕ: НЕ КАЧЕСТВЕННЫЙ ЧИСТЯЩИЙ ИНСТРУМЕНТ И НЕ ПРАВИЛЬНЫЙ ЕГО ПОДБОР К КОНКРЕТНОМУ УЧАСТКУ ОЧИЩАЕМОЙ ТРУБЫ ВЕДЕТ К ПОВРЕЖДЕНИЮ ТРУБЫ И НЕ ВОЗМОЖНОСТИ ЕЕ ОЧИСТКИ. Либо к очень быстрому износу чистящего инструмента, как следствие, к низкой скорости и высокой стоимости очистки. |
Компания «Спецмашсоюз» производит десятки моделей чистящего инструмента различных по конструкции корпуса, с возможностью изготовления каждого из 4-х различных материалов. В каждой из моделей инструмента возможно применение нескольких различных по конфигурации и материалу режущих сегментов. На данный момент специалистами нашего предприятия разработано, внедрено в производство, и уже успешно испытанно на различных предприятиях более 100 различных моделей инструмента. РЕЗЮМЕ: специалисты нашего КБ помогут Вам квалифицировано подобрать необходимый чистящий инструмент из огромного перечня уже существующего, а при необходимости оперативно разработают технологию гидромеханической очистки и изготовят подходящий инструмент, УЧИТЫВАЯ АБСОЛЮТНО ВСЕ ПАРАМЕТРЫ ОЧИЩАЕМОЙ ТРУБЫ И ВИДА ЗАГРЯЗНЕНИЙ. |
|
Очистка полностью забитых труб и труб малого диаметра 7-35мм, длиной до 9м. | |
| Все производители ручных пневмоустановок используют для передачи вращения на чистящий инструмент и подачи воды в зону его работы, торсионные штанги, которые представляют собой каленую трубу из стали-45, либо просто трубы из черной стали. РЕЗЮМЕ: при очистке полностью забитых труб или труб с твердыми отложениями длиной свыше 3-х метров на штангу приходиться большая нагрузка на излом. КАЛЕНАЯ ТРУБА НЕ ИМЕЕТ ДОСТАТОЧНОЙ ЖЕСТКОСТИ и часто, изгибаясь, заклинивает установку и чистящий инструмент прямо в очищаемой трубе, а ПРИ ПРЕДЕЛЬНЫХ НАГРУЗКАХ ШТАНГА ЛОМАЕТСЯ. НЕХВАТКА ЖЕСТКОСТИ ОЧЕНЬ СИЛЬНО УСЛОЖНЯЕТ ОЧИСТКУ ПОЛНОСТЬЮ ЗАБИТЫХ ТРУБ И ТРУБОК ДЛИНОЙ СВЫШЕ 3м. По торсионной штанге постоянно подается вода к чистящему инструменту, а из-за низкой коррозионной стойкости стали-45, отверстие быстро забивается. Это ведет к необходимости частой замены торс. штанги и чистящего инструмента, а также неудобствам в эксплуатации. |
Только в ручных пневмоустановках «КРОТ-2.2» для передачи вращения на чистящий инстумент используется уникальная торсионная штанга. Она изготавливается из нержавеющей стали, путем холодной прокатки толстостенной трубы, с поверхностным упрочнением наружной поверхности. А диаметры свыше 10 мм изготавливаются из титановой толстостенной трубы. РЕЗЮМЕ: торсионная штанга применяемая в ручных установках «КРОТ-2.2», изготавливаемая по технологии компании «Спецмашсоюз», ИМЕЕТ ОЧЕНЬ ВЫСОКУЮ ЖЕСТКОСТЬ И СПОСОБНА ВЫДЕРЖИВАТЬ БОЛЬШИЕ НАГРУЗКИ НА ИЗЛОМ, А ПРИ ПРЕДЕЛЬНЫХ НАГРУЗКАХ ПРОСТО ПРОГИБАЕТСЯ. Из-за большого запаса упругой деформации, штангу легко выпрямить после прогиба. Нержавеющая сталь, из которой изготавливается ТОРСИОННАЯ ШТАНГА, ИМЕЕТ ВЫСОКУЮ КОРРОЗИОННУЮ СТОЙКОСТЬ И ЯВЛЯЕТСЯ ОЧЕНЬ ДОЛГОВЕЧНОЙ. Физические свойства торс. штанги и уникальные тех. характеристики ручных пневмоустановок «КРОТ-2.2», позволяют легко и быстро очищать полностью забитые трубы и прямые трубы малого диаметра длиной до 9м. |